
本文是基于迈信EP5S系列伺服主轴驱动器在五轴四工位数控榫卯加工中心上的应用•■。
EP5S作为主轴驱动单元,配合宝元EtherCAT总线数控系统,通过CNC程序控制设备的运动轨迹和加工参数,在一次装夹中可连续完成榫头、卯眼、开槽◆☆、铣型全工序-●,无需转移工件★◆,有效缩短加工周期及减少衔接误差◆。针对榫头(阳榫)和卯眼(阴榫)的各种复杂形状(如直角榫、燕尾榫、指接榫▲•、各种异形榫)进行编程加工,不仅限于铣削(加工方形、不规则形状)•★●,还具备车削功能,可以加工圆柱形的榫头或带有弧度的榫卯部件△。
配套设备广泛应用于高端红木家具▽、现代实木家具、高级木制品与工艺品、仿古建筑与古建修复、木结构建筑等行业的加工制造。
1、主轴驱动器需支持扭矩模式、速度模式、位置模式切换,满足不同加工工序需求(如铣削用速度模式…,C轴定位用位置模式)。支持EtherCAT高速总线ms,保证多轴联动时的同步性。
2、数控榫卯加工,尤其是硬木(如紫檀、红木)或大型构件的加工☆▼•,需要大切深•▼★、大进给,会产生较大的切削抗力。主轴必须具备极高的径向和轴向刚性,以抵抗弯曲和变形,确保榫头和榫槽的尺寸精度与垂直度。同时,在低速(如刚性攻丝…、大直径刀具加工)时仍需输出稳定的高扭矩。
3、加速/减速时间:从0到额定转速的加速时间≤0.5s,高速与低速切换无卡顿●,满足多工序连续加工的节拍要求▽•○。转速波动率□:稳态转速波动率≤±0.5%,防止加工过程中转速波动导致榫头尺寸偏差或表面刀纹。
4▪△▪、需具备恒扭矩+恒功率双段输出特性。低速段:恒扭矩输出…▽,满足硬木大切削量加工。高速段◁○:恒功率输出,保证软木高速铣削时的切削力稳定,避免表面毛刺。过载能力短期过载扭矩≥额定扭矩的150%,持续时间≥10s,应对加工过程中木材节疤等硬点冲击,防止主轴停机□。
5、主轴前端需配备IP65级防尘防水密封▼,防止木工粉尘进入轴承内部-★,延长主轴使用寿命;配合机床整体吸尘系统,进一步降低粉尘侵入风险。采用强制风冷,连续加工时主轴温升≤15℃,避免热变形导致的精度漂移-★。
6、数控榫卯加工的榫头卯眼位置精度…、异形榫轮廓精度完全依赖伺服主轴的定位性能△▼,需满足微米级控制要求。主轴前端径向跳动≤0.005mm(靠近刀具夹持部位),避免刀具旋转偏心导致榫卯尺寸误差或表面振纹。主轴带C轴(用于异形榫、斜角榫加工),C轴定位精度≤±0▽△.01°,重复定位精度≤±0.005°=,保证多轴联动时的轮廓精度。
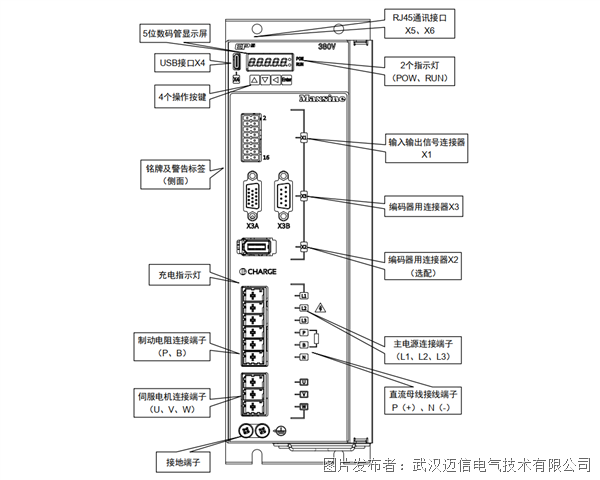
第一步:安装EP5S主轴驱动器及主轴电机,并确保接线正确。系统上电=,确定EtherCAT通讯网络正常。
第二步:主轴电机适配。搭配迈信成套主轴电机时○,正确设置主轴电机代码;搭配第三方电机时-,使用EP5S自学习功能,自动识别主轴电机参数及惯量。
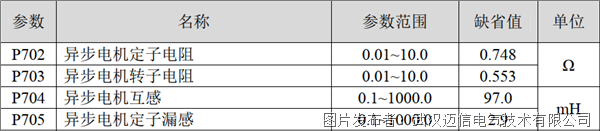
先通过Fn-2进入单机模式,然后通过Fn6功能触发异步电机离线参数辨识功能,完成对定子电阻,转子电阻,互感,漏感的辨识。运行Fn6功能后○▲,使能灯亮,当屏幕显示DONE且使能灯灭时◇,辨识结束,辨识过程大概需要花费半分钟左右□。辨识结束后▪◇•,按后退键退出Fn6功能,此时可以通过P菜单查询辨识的参数结果P702~P705,通过E-set保存该结果△。
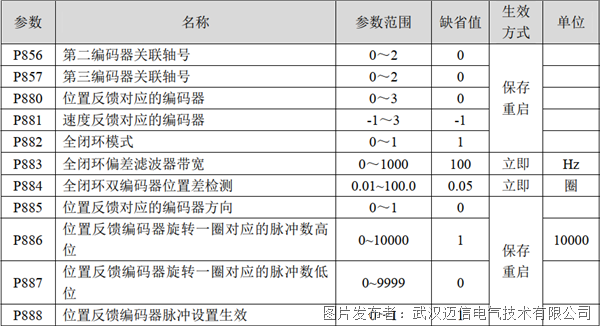
第三步:根据编码器类型及安装方式,确定电机与编码器传动比例★◆,正确设置编码器线数及电子齿轮比相关参数。

第四步:旋转主轴电机,确定电机旋转方向及编码器旋转方向-,如反向可通过EP5S相关参数进行修改。
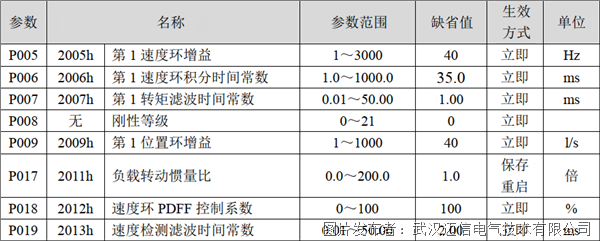
第五步★:测试加工效果▽◁,可通过EP5S环路增益参数调整,以配合机床机械达到最优的加工效果。
·双编码器接口,全闭环控制▽。支持方波、正余弦■、串口通信、旋变等形式编码器信号输入
Copyright © 2025 四川省贝斯特bst2222木业有限公司 版权所有 网站地图